




“天津无心磨床进口现场动平衡仪 振动平衡分析仪”参数说明
| 是否有现货: | 是 | 认证: | 第三方 |
| 类型: | 动平衡仪 | 型号: | Hs2700h |
| 规格: | h | 商标: | 宏富信 |
| 包装: | 箱子 |
“天津无心磨床进口现场动平衡仪 振动平衡分析仪”详细介绍
在无心磨床加工过程中,经常会出现加工工件表面有纹路出现,即影响了精度, 影响外观,根据经验,
大致有三种情况:
一、表面出现螺旋纹,原因有以下几个方面:
1、在修整砂轮时,出口地方砂轮外凸,工件出研磨区时正好被凸点磨到表面,形成螺旋纹。
解决方法是:可以把出口处砂轮多修一些或用锉刀把出口处砂轮边磨成圆角。
2、托起工件的刀板合金部分出现小裂痕,造成表面不光,有拉毛现象。需要修磨刀板或更换。
3、砂轮的结合剂硬度不均,导致砂轮脱粒不均,如果修砂仍不能改观,需要更换砂轮。
4、送料速度或出料速度和导轮正常调整的转速不一致(在有自动上料装置的情况下容易出现)。需要调整好送料和导轮转速送料一些。
5、导轮在调整倾斜角和打R时同砂轮的轴线相对位置出现偏差,这需要重新着正。
无心磨床加工工件表面出现纹路都有哪些原因?

二、表面出现振荡纹:主要是机床本身有振动或工件研磨过程中有振荡导致。
1、砂轮本身运转不稳定,可能是砂轮法兰夹紧不正确,或动平衡没有调好。
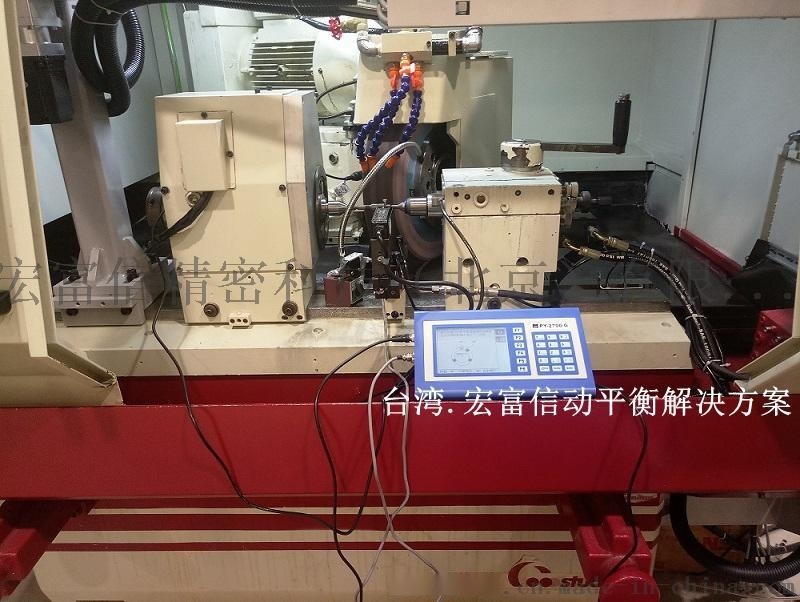
这就需要得新安装砂轮和调动平衡。无心磨床砂轮比较大也比较沉重不容易做静平衡,所以使用现场砂轮动平衡仪比较方便,如台湾宏富信HS2700G操作比较简单,告知滑块移动角度,可以快速使使磨床振动降下来,减少振纹,达到国际振动要求标准值。
2、主轴里的轴承有磨损或轴承调整不当,带动砂轮振动。应该重新调整轴承间隙或更换轴承。
3、其它设备的振动传到磨床引起共振所致,需要远离其它振动源或挖防振沟。
4、由于垫木支撑刀板增加中心高,工件通过时刀板不牢固产生振动。需要拧紧固定刀板的螺丝。
5、砂轮主轴是电机通过三角传送带带动,三角带的长短不一样或有磨损,引起机床振动。需要检查更换。
6、工件中心太高了,砂轮通过磨削力使工件压向刀板,导轮的分力减小,引起工件受力不均,产生振动。此时应将刀板中心高降低。
三、表面有不规则的纹路划伤:这个主要是使用的磨削液和过滤系统有问题,导致砂轮掉落的颗粒和磨屑在磨削液中循环而擦伤工件表面。此时应该更换磨削液,或增加过滤装置。
产品特色:
1、动平衡校正+转速监测+振动监测三机一体功能强大
2、携带方便,可针对车间各种不同磨床进行砂轮动平衡量测与校正
3、动平衡校正精度高,平衡量0.01um振动值
4、内建可充电 电池,蓄电力稳定待机时间长
5、可省掉新砂轮线外静平衡作业,直接在磨床上作动平衡校正
6、也可以延续新砂轮或原砂轮静平衡或动平衡的状态,直接进行动平衡校正,大幅缩短校正时间
7、在校正过程当中,主机LCD面板上的雷达图可实时显示砂轮当时的转速.振动量与重端角度
8、随机附赠一组适合各种不同砂轮尺寸的压克力材质角度环,除方便作业外也可大幅缩短校正时间
9、适用范围:平面磨床、外圆磨床、无心磨床、光学投影磨床、 砂轮磨齿机、立式磨床、 研磨机等带有三个平衡块设备





 沪公网安备31010702008250号
沪公网安备31010702008250号